








La zincatura a caldo consiste nell'immergere prodotti in acciaio fabbricato come staffe, strutture in acciaio, profili in acciaio e tubi in acciaio nello zinco fuso, e una serie di strati di lega di zinco-ferro sono formati da una reazione metallurgica tra il ferro e lo zinco, fornendo un rivestimento robusto che è parte integrante dell'acciaio. La zincatura a caldo offre copertura sia esternamente che internamente all'interno di profilati cavi, si autoripara in caso di danneggiamento, si sacrifica per proteggere il metallo di base, è ecosostenibile, ha una buona resistenza agli urti e all'abrasione e una durata senza manutenzione di 50 anni o più . L'acciaio zincato è ampiamente utilizzato nelle applicazioni in cui è necessaria la protezione dalla corrosione e può essere identificato dal motivo cristallizzato sulla superficie. Questo processo produce un carbonato di zinco (ZNC03) che è un materiale resistente che protegge l'acciaio e può prevenire la corrosione in molte circostanze, e questo processo di trattamento superficiale dell'acciaio può essere eseguito a basso costo e in grandi lotti.
| Processo di zincatura a caldo |
√ Pulizia caustica per rimuovere grasso e sporco
√ Decapaggio per rimuovere le incrostazioni su superfici in acciaio o ferro
√ Due processi di risciacquo
√ Immersione del flusso di cloruro di zinco-ammonio
√ Immergersi nel bagno di zinco fuso
√ Immersione in vasca di tempra per ridurne la temperatura e inibire le reazioni indesiderate del rivestimento appena formato con l'atmosfera.
Processo di zincatura Fabmann

| L'effetto del silicio e del fosforo |
L'effetto del silicio e del fosforo sulle caratteristiche del rivestimento zincato a caldo | ||||||
| Classe | Relazione Si e P | Aspetto iniziale | Resistenza ai danni meccanici | Massa del rivestimento | Uso tipico | |
| A | Laminati a caldo | Si < 0.02 percento ; Si più 2,5 P <0,09 percento | eccellente, tipicamente lucido | eccellente | generalmente superiore al requisito normale | la conformità con standard, eccellente protezione dalla corrosione |
| Laminato a freddo | Si < 0.03 percento ; Si più 2,5 P < 0,04 percento | |||||
| B | Laminato a caldo e a freddo | {{0}}.14 percento < Si Minore o uguale allo 0,25 percento | buono, può tendere a screziato o opaco con l'aumentare dello spessore dell'acciaio | Bene | sempre più pesante del normale; migliore specifica per ambienti corrosivi | ottimale a lungo termine protezione dalla corrosione |
| C | Laminato a caldo e a freddo | {{0}}.04 percento < Si Minore o uguale allo 0,14 percento | Può essere scuro e grossolano | ridotto | eccessivamente spessa possono verificarsi rivestimenti | In non abrasivo gli ambienti possono fornire corrosione estrema protezione |
| D | Laminato a caldo e a freddo | Si > 0.25 percento | aumenta con la percentuale Si; rivestimenti spessi che possono essere fragile. | |||
In che modo la composizione chimica influisce sulla zincatura a caldo?
Per ottenere una buona superficie galvanizzata, secondo ASTM A385 o ISO 1461, questi importanti elementi devono essere mantenuti a un livello elencato di seguito:
√ Contenuto di carbonio inferiore a 0,25%.
√ Manganese inferiore all'1,3%,
√ Silicio inferiore al {{0}}.04 percento o tra lo 0,15 percento e lo 0,24 percento
√ Fosforo inferiore a 0.04 percento .
Pertanto, è molto importante valutare la chimica per un tipo di acciaio sconosciuto, la composizione elementare dell'acciaio in percentuale in peso dovrebbe essere stimata dai rapporti sui test di laminazione per il calore. Laddove non è possibile ottenere rapporti di laminazione (o rapporti di laminazione accurati), è possibile individuare un intervallo per ciascun elemento nell'acciaio consultando le tabelle dei requisiti chimici all'interno delle specifiche del grado di acciaio o acquisendo intervalli dal fornitore di acciaio. Gli elementi elencati in ASTM A385 devono essere confrontati secondo le raccomandazioni per ottenere un rivestimento di aspetto e spessore tipici. In particolare, gli acciai con livelli di silicio e fosforo superiori ai livelli raccomandati sono considerati acciai reattivi. L'equivalente di silicio viene utilizzato per valutare l'effetto combinato di silicio e fosforo sulla reazione metallurgica durante la zincatura a caldo. Dopo aver calcolato l'equivalente di silicio, cercare il valore sulla curva Sandelin per prevedere la reattività dell'acciaio.
Nota: contenuto di Si=equivalente al silicio più 2,5*(contenuto di P)
Di seguito è riportato l'impatto su HDG di Silicon Equivalent
Equivalente di silicio<0.04% or 0.15% - 0.22% - coating is of typical thickness and appearance.
Equivalente di silicio 0,04 percento - 0,15 percento (acciaio Sandelin): variano nell'aspetto e sviluppano rivestimenti più spessi. Se viene utilizzato un bagno di zinco legato al nichel, l'effetto Sandelin viene mitigato, con conseguente maggiore probabilità di rivestimenti lucidi di spessore tipico del rivestimento.
Equivalente di silicio > 0,22 percento: grigio opaco e rivestimenti ruvidi di spessore superiore ai requisiti minimi. Vedere la curva Sandelin per determinare il livello di reattività e lo spessore del rivestimento previsto.
La qualità e la finitura superficiale degli acciai al carbonio zincati a caldo sono direttamente correlate alla chimica dei componenti in lavorazione. Fondamentalmente due elementi, ovvero Silicio (Si) e Fosforo (P) all'interno dell'acciaio al carbonio, influenzano la finitura superficiale in termini di uniformità, colore (lucido o grigio opaco opaco) e relativa levigatezza.
Per visualizzare l'importanza di questi elementi, è possibile vedere il grafico sottostante in che modo influiscono sulla qualità della zincatura a caldo (HDG).
Composizione elementare consigliata per la zincatura a caldo secondo ASTM A385 3.2 | ||
Elemento | Percentuale consigliata per HDG | Risultato della zincatura a caldo |
Sì | < 0.04 % or 0.15% - 0.22% | Gli acciai Sandelin e gli acciai ad alto contenuto di Si possono produrre rivestimenti spessi, opachi e/o ruvidi |
P | < 0.04% | P > 0.04 percento produce rivestimenti ruvidi e spessi suscettibili di delaminazione |
Si Equivalente | < 0.04 % or 0.15% - 0.22% | Si equivalente {{0}},04 percento - 0,15 percento o > 0,22 percento può produrre rivestimenti spessi, opachi e/o ruvidi |
C | < 0.25% | Check ultimate tensile strength for steels >1% C |
Mn | < 1.3% | Alti Mn possono produrre rivestimenti di colore brunastro e fragili |
| Servizi di zincatura a caldo e controllo qualità |
Fabmann si dedica a fornire servizi di zincatura a caldo chiavi in mano, inclusa la zincatura a rotazione, ed eseguiamo la zincatura rigorosamente secondo i requisiti dei clienti sulla base di un'ampia gamma di standard di zincatura a caldo come BS EN ISO 1461:2009, ASTM A-123, A-153 e F-2329, AS/NZS 4680 e H8641.Nostroparti in acciaio zincato a caldosiamo ampiamente noied in edilizia commerciale, edilizia industriale, trasmissione elettrica, industrie petrolifere e del gas, nautica eolica e solare e pontili, ponti e tunnel, agricoltura e miniere.
Al fine di ottenere una zincatura di alta qualità, Fabmann prende il controllo da ogni fase della zincatura fino al prodotto finale, e quanto segue è il riepilogo chiave del nostro controllo di processo.
√ Per ottenere una buona superficie galvanizzata secondo ASTM A385, questi importanti elementi in ferro o acciaio devono essere mantenuti a un livello elencato di seguito e, pertanto, Fabmann acquista solo il materiale in acciaio compatibile per la galvanizzazione, e questa è la base per la massima qualità della galvanizzazione.
1. Contenuto di carbonio inferiore al 0,25%.
2. Manganese inferiore all'1,3%,
3. Silicio inferiore a 0.04 percento o tra 0.15 percento e 0,24 percento in base alla curva Sandelin
4. Fosforo inferiore a 0,04 percento .
√ Controllo spessore zincatura tramite calibro magnetico
√ Controllare l'adesione tagliando o facendo leva sullo zinco con la punta di un coltello robusto, tentando di sollevarlo dalla superficie, e l'adesione verrà considerata fallita se il rivestimento si sfalda.
√ Controllo delle crepe intorno alle aree di elevata sollecitazione residua come la zona termicamente alterata in corrispondenza delle saldature, fabbricazione a freddo pesante come piegatura, punzonatura di fori e fabbricazione di taglio, nonché bordi tagliati termicamente che non sono stati levigati.
√ Sono illustrati il controllo dell'aspetto che copre il flusso acido, la contaminazione, i punti di drenaggio, i brufoli di scoria, la cenere di galvanizzazione, l'area non rivestita, il segno appeso e la riparazione grossolana e le foto difettose.

Crepe

Picchi di drenaggio

Brufoli di scorie

Cenere di zincatura

Macinazione eccessiva

Macchia di ruggine

Danni alla superficie

Punto non rivestito

Zinco staccabile
√ Normalmente, la vernice allo zinco, la saldatura a base di zinco e lo spray allo zinco vengono spesso utilizzati per la riparazione galvanica. L'area totale di riparazione galvanizzata deve rientrare nei requisiti pertinenti e l'estensione delle aree nude deve essere misurata prima della riparazione.
Fabmann ha completoguida all'ispezione di prodotti zincati a caldo come staffe, saldature, elementi di fissaggio, profili e sezioni, prodotti in lamiera e prodotti in ghisa, e possiamo anche fornirerivestimento duplex servizio per compiti anticorrosivi estesi.
| La zincatura a caldo è a prova di ruggine? |
La risposta è sì e no. La zincatura è un rivestimento di zinco applicato sulla parte superiore dell'acciaio, che può prevenire la ruggine e la corrosione molto più a lungo rispetto ad altri trattamenti superficiali del metallo e può fornire una funzione anticorrosiva per oltre 50 anni. Tuttavia, alla fine, la ruggine si insedierà e inevitabilmente si verificherà la corrosione. Ma perché?
La corrosione è il modo in cui il metallo si rompe mentre l'ossigeno continua ad attaccare la superficie del metallo e l'ossido di ferro si stacca dal corpo del metallo che espone il metallo fresco all'ossigeno. La velocità della corrosione dipende dalle condizioni attorno al metallo fresco esposto.
Perché molte persone pensano che la zincatura a caldo potrebbe prevenire la ruggine, e questo perché lo zinco si lega bene all'acciaio e impedisce all'ossigeno e all'acqua di raggiungere l'acciaio sottostante. La galvanizzazione forma uno strato di ossido di zinco sulla superficie dell'acciaio e questo particolare strato si trasformerà in carbonato di zinco quando è presente umidità e rallenterà ulteriori reazioni chimiche.
Se è così, perché l'acciaio zincato non dura per sempre? Questo perché:
Prima di tutto, il carbonato di zinco si decompone lentamente in determinate condizioni che riguardano:
√ umidità superiore al 60 percento, tipico esempio è l'ambiente tropicale.
√ Cloruro di sodio (sale) nell'acqua o nell'aria, ed esempi tipici sono le zone marine o costiere
√ Inquinamento da anidride solforosa in area urbana
√ Area esposta all'idrogeno solforato di vulcani, sorgenti termali, fognaturegas e inquinanti industriali. Oppure, area vicina a materiali alcalini forti come intonaco e cemento in quanto contengono cloruri e solfati.
√ Acqua piovana acidaIn secondo luogo, la corrosione dipende anche dai seguenti aspetti
√ Aria condizionata, alta o bassa umidità, esposizione a sale, acidi o inquinanti industriali.
√ Condizione del suolo, fangoso e umido o sabbioso e secco.
√ L'alta temperatura da sola non abbatte lo zinco, ma può accelerare la reazione se combinata con l'umidità ealtri fattori corrosivi di cui sopra.
Pertanto, possiamo dire che l'acciaio zincato è resistente alla ruggine in quanto arrugginisce molto lentamente.
| Vantaggi della zincatura a caldo |
La zincatura a caldo è ampiamente utilizzata nelle applicazioni in cui è necessaria la resistenza alla corrosione senza il costo dell'acciaio inossidabile, e pertanto è considerata superiore in termini di costo e ciclo di vita. La firma della galvanizzazione è il modello di cristallizzazione sulla superficie metallica e il rivestimento di zinco si corroderà completamente prima che l'acciaio sottostante inizi a corrodersi. Il costo della zincatura a caldo è molto inferiore rispetto alla verniciatura o alla verniciatura a polvere. Inoltre, la zincatura a caldo è utilizzata in tutto il mondo da più di un secolo perché fornisce una protezione dalla corrosione di lunga durata e richiede poca manutenzione.
| Industria di applicazione della zincatura a caldo |
√ agricoltura
√ Agricoltura
√ Infrastruttura
√ Miniere e Tunnel
√ Energia solare
√ Acquacoltura
√ Costruzione

Angoli zincati

Profilo a C zincato
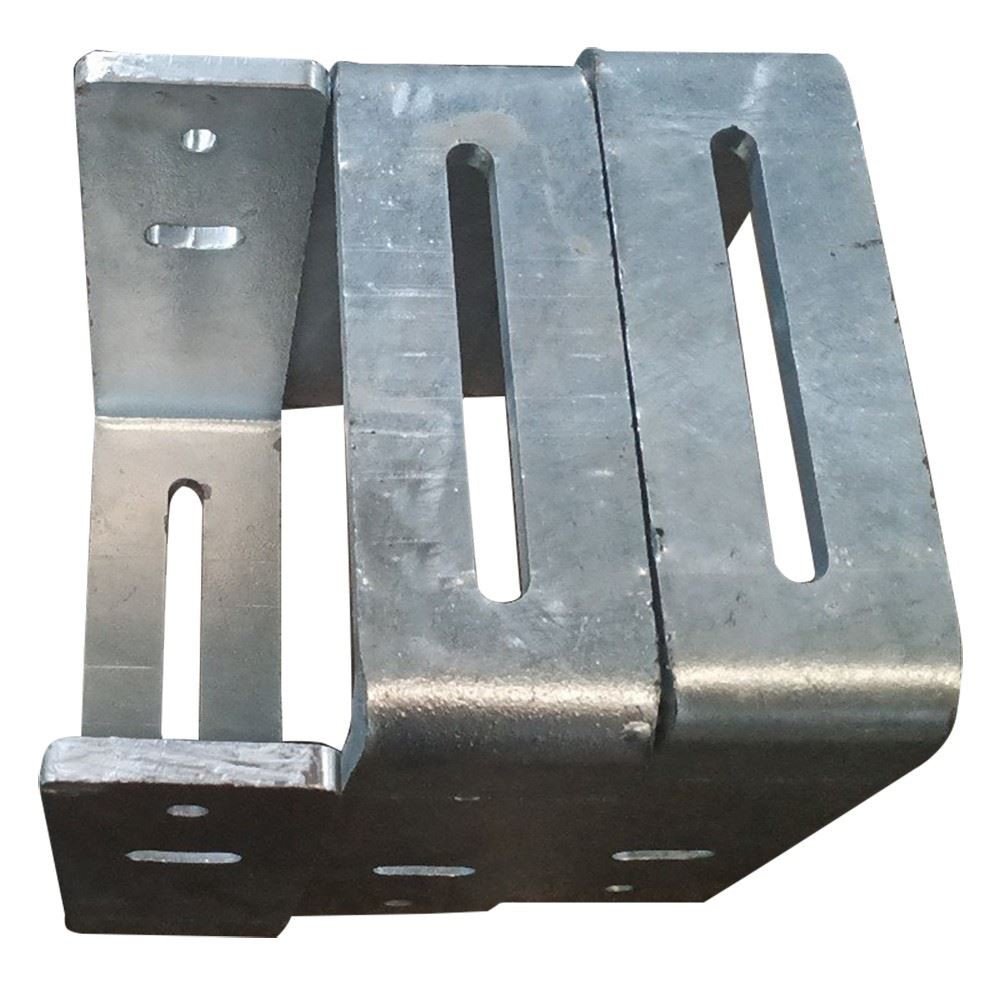
Staffe personalizzate zincate

Base del palo zincata
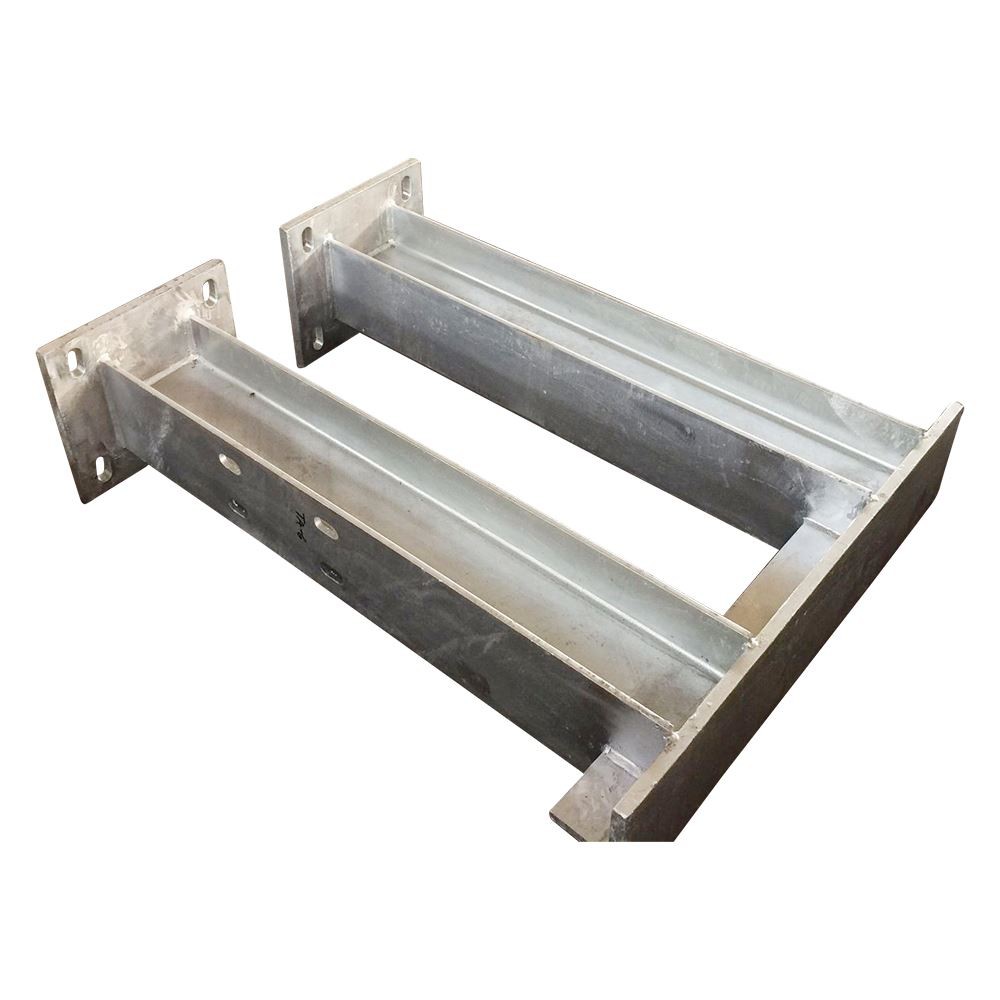
Palo a sezione zincata

Cassa in acciaio zincato

Braccio di supporto zincato

Staffa per palo zincato
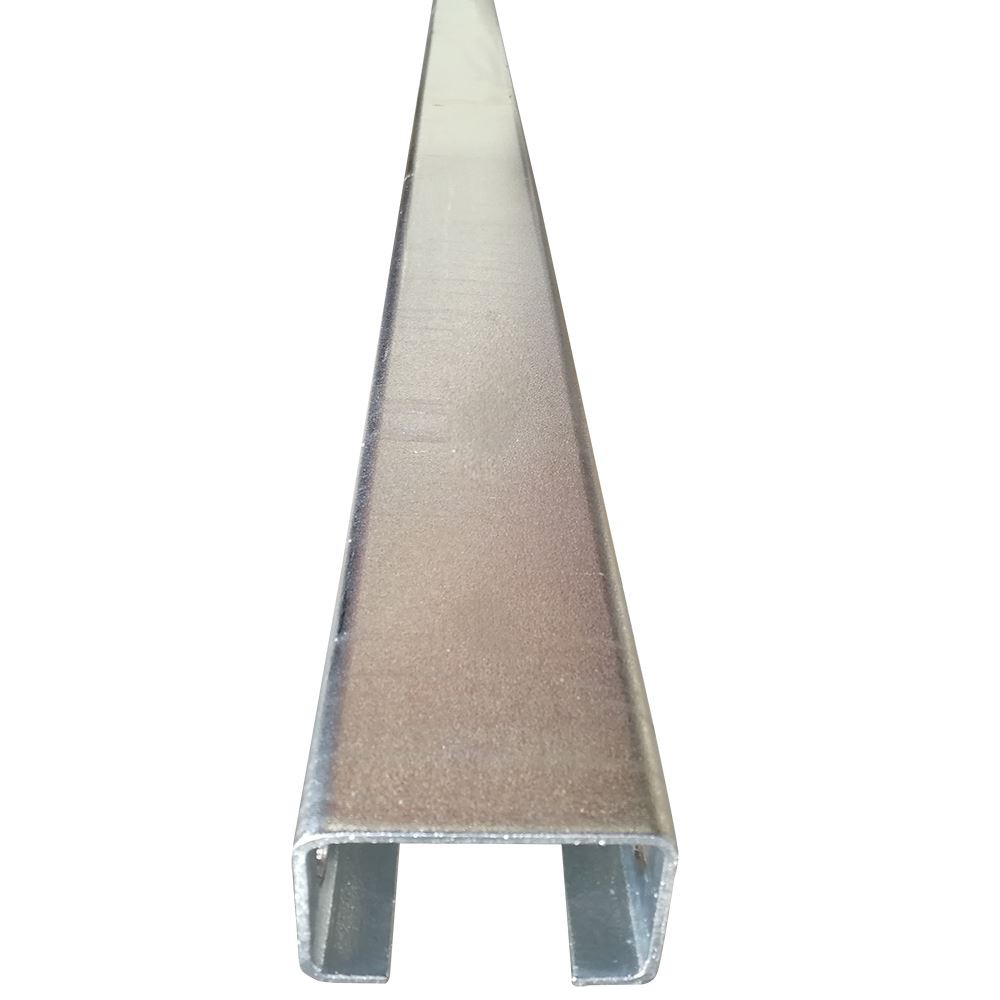
Palo C zincato a caldo

Staffa resistente zincata a caldo

Palo Sigma zincato a caldo

Palo dell'inseguitore solare zincato a caldo
Zincatura a caldo: la guida completa all'acquisto
✔ In che modo la zincatura a caldo influisce sulla resistenza dell'acciaio?
✔ Qual è il modo migliore per saldare prodotti in acciaio zincato a caldo?
✔ Come vengono zincati a caldo gli elementi di fissaggio o le piccole parti in acciaio?
✔ Il processo di zincatura a caldo distorce il profilo in acciaio laminato lungo?
✔ Come evitare la deformazione durante il processo di zincatura a caldo?
✔ Come evitare l'infragilimento nel processo di zincatura a caldo?
✔ I prodotti in acciaio zincato a caldo si arrugginiscono nel calcestruzzo?
✔ I prodotti zincati a caldo reagiranno con l'acciaio inossidabile?
✔ L'acciaio inossidabile può essere utilizzato con parti zincate a caldo?
✔ È possibile installare acciaio nudo con parti zincate a caldo?
✔ Come ridurre i rischi di corrosione galvanica sui prodotti zincati a caldo?
✔ Potete assemblare parti zincate a caldo con acciaio resistente alle intemperie?
✔ Come riparare la ruggine bianca su prodotti zincati a caldo?
✔ Perché la passivazione galvanica viene utilizzata per i prodotti zincati?
✔ Quali sono i problemi con la verniciatura a polvere su prodotti zincati a caldo?
✔ Come verniciare parti zincate a caldo e strutture in acciaio?
✔ La passivazione della galvanizzazione influirà sul rivestimento duplex?
✔ Come realizzare verniciature a polvere di alta qualità su prodotti zincati a caldo?
✔ Quali sono i difetti comuni della verniciatura a polvere sui prodotti in acciaio zincato?
✔ In che modo Fabmann controlla la qualità della zincatura a caldo?
✔ Fabmann può fornire un rivestimento di zinco più spesso di quanto richiesto dalla norma ISO 1461?
✔ Qual è il prodotto in acciaio più sottile che Fabmann può zincare a caldo?
✔ Qual è la garanzia che Fabmann può fornire per i prodotti zincati a caldo?
✔ Qual è il tempo di consegna totale di Fabmann per i prodotti zincati a caldo?
Perché la zincatura a caldo?
Il rivestimento zincato a caldo viene applicato all'acciaio per migliorare le prestazioni anticorrosione dell'acciaio per garantire che duri il più a lungo possibile con una manutenzione minima. Le opere in acciaio zincato a caldo sono destinate a un uso esterno prolungato e i dati mostrano che la zincatura a caldo può fornire all'acciaio da 34 a 170 anni di protezione.
In che modo la zincatura a caldo influisce sulla resistenza dell'acciaio?
Secondo molti dati di test, mostra che la zincatura a caldo ha un effetto molto limitato sulle proprietà meccaniche dei gradi standard di acciaio, che può essere trascurato. Ciò è coerente con i principi associati alla metallurgia dell'acciaio poiché le temperature coinvolte nel processo di zincatura sono ben al di sotto dell'intervallo di transizione per gli acciai strutturali.
Qual è il modo migliore per saldare prodotti in acciaio zincato a caldo?
Il saldatore ad arco standard è probabilmente il modo migliore poiché la saldatura ad arco è versatile e le correnti alternate consentono di creare un buon arco in grado di sciogliere rapidamente il flusso. La saldatura ad arco a volte crea flusso, quindi potrebbe essere necessario considerare la saldatura all'esterno se possibile o è necessario disporre di un ottimo sistema di ventilazione interno.
Come vengono zincati a caldo gli elementi di fissaggio o le piccole parti in acciaio?
Sono posti in un cestello di metallo forato e completamente immersi nello zinco fuso. Terminata la reazione metallurgica, le acciaierie vengono completamente rivestite. Il cestello viene centrifugato ad alta velocità in modo che l'azione di rotazione rimuova lo zinco in eccesso e migliori la distribuzione uniforme del rivestimento di zinco, evitando al tempo stesso che i pezzi di acciaio fabbricati aderiscano tra loro. Questo processo è chiamato zincatura a rotazione o zincatura a centrifuga e questa soluzione di zincatura è adatta per elementi di fissaggio, piccole staffe e minuterie metalliche.
Il processo di zincatura a caldo distorce il profilo in acciaio laminato lungo?
Sì, le parti in acciaio formato a freddo o i profili laminati o l'acciaio sono soggetti a deformazione e distorsione durante il processo di zincatura. È dovuto al rilascio di stress residuo e allo squilibrio del peso durante le attività di sospensione e sollevamento nel processo di zincatura, ed è necessario prestare particolare attenzione per evitare questa situazione.
Cos'è la deformazione galvanica?
Se le parti in acciaio si deformano durante la zincatura a caldo, ciò è solitamente dovuto al rilascio di sollecitazioni "intrinseche", poiché vengono riscaldate alla temperatura di zincatura. Le sollecitazioni possono essere intrinseche all'acciaio, ma possono anche essere introdotte mediante saldatura, formatura a freddo e perforazione.
Come evitare la deformazione durante il processo di zincatura a caldo?
Sulla base della nostra esperienza, le parti in acciaio da zincare devono essere simmetriche e di spessore simile. Con un'adeguata considerazione e comprensione di come il processo di zincatura a caldo influisca su parti in acciaio come staffe, saldature e profili in acciaio, possiamo zincare correttamente progetti asimmetrici o strutture contenenti sezioni di spessore diverso con tecniche di lavorazione a freddo che coprono piegatura, perforazione, laminazione , e taglio.
Le parti in acciaio che vengono zincate avanzano attraverso un ciclo di temperatura durante l'immersione e l'estrazione dal bagno di zincatura. Poiché le parti sono immerse ad angolo, si verifica un riscaldamento irregolare, creando un profilo di temperatura lungo la parte da zincare. Questo profilo di temperatura consente di alleviare le sollecitazioni interne dell'acciaio in diversi momenti del ciclo di immersione. Queste sollecitazioni possono causare cambiamenti di forma e/o allineamento (distorsioni e deformazioni).
Per ridurre al minimo i rischi, raccomandiamo le seguenti misurazioni:
✔ Provare a utilizzare profilati a sezione rullata simmetricamente rispetto ai telai angolari o profilati.
✔ Utilizzare parti in un assieme di spessore uguale o quasi uguale.
✔ Utilizzare rinforzi o rinforzi temporanei su progetti con pareti sottili e asimmetrici.
✔ Piegare le aste ai raggi accettabili più grandi per ridurre al minimo la concentrazione delle sollecitazioni locali.
✔ Preforma accuratamente i membri di un assieme in modo che non sia necessario forzarli, farli scattare o piegarli in posizione durante l'unione. Saldare continuamente i giunti utilizzando tecniche di saldatura bilanciate per ridurre le sollecitazioni termiche irregolari. I forellini da saldatura sono molto pericolosi negli articoli da zincare e devono essere evitati. Le tecniche di saldatura sfalsate per produrre una saldatura strutturale sono accettabili.
✔ Evitare progetti che richiedono la zincatura a immersione progressiva. È preferibile costruire assiemi e sottoassiemi in appositi moduli in modo che possano essere immersi rapidamente e zincati in un'unica immersione. In questo modo, l'intera fabbricazione può espandersi e contrarsi uniformemente. Dove è richiesta l'immersione progressiva, è necessario consultare il proprio zincatore.
✔ Per i profili in acciaio lunghi per impieghi gravosi o i profili in acciaio lunghi realizzati con pareti sottili (2 mm o 3 mm), è necessario prendere in considerazione la possibilità di realizzare un dispositivo di sospensione per mantenere i profili in acciaio ad angolo retto per ridurre al minimo i rischi di deformazione.
I bulloni di grado 8 possono essere zincati a caldo?
Secondo ASTM A490, ASTM A354 grado BD e SAE J429 e ISO 1461, i bulloni di grado 8 sono tutti potenzialmente suscettibili all'infragilimento da idrogeno e pertanto i bulloni di grado 8 NON sono adatti per la zincatura a caldo.
Come evitare l'infragilimento nel processo di zincatura a caldo?
Secondo ASTM A143, la lavorazione a freddo dell'acciaio prima della zincatura è il fattore chiave per lo sviluppo dell'infragilimento da deformazione e il calore nel processo di zincatura accelera semplicemente il riconoscimento dell'infragilimento. Il trattamento termico e l'aumento dei raggi di curvatura riducono efficacemente al minimo il potenziale di infragilimento da deformazione. Un secondo tipo di infragilimento, l'infragilimento da idrogeno, si riconosce quando vengono applicate sollecitazioni all'acciaio in uso. Entrambe le aree, lavori in acciaio fortemente lavorati a freddo come bulloni con resistenza alla trazione massima superiore a 150 ksi (1.034 MPa) possono presentare infragilimento da idrogeno a causa di una struttura granulosa che intrappola le molecole di idrogeno prontamente disponibili dall'acido decapante utilizzato nel processo di zincatura. Riscaldare l'acciaio a 300 F dopo il decapaggio o la sabbiatura al posto del decapaggio è un mezzo efficace per prevenire l'infragilimento da idrogeno.
I prodotti in acciaio zincato a caldo si arrugginiscono nel calcestruzzo?
In pratica, l'acciaio zincato arrugginisce in qualsiasi condizione, ed è solo una questione di velocità di corrosione. La reazione dello zinco con il calcestruzzo cessa effettivamente in pochi giorni e fornisce prodotti di corrosione appena sufficienti per garantire un legame forte e affidabile al calcestruzzo quando completamente indurito. L'incollaggio tra armature zincate a caldo e calcestruzzo è essenziale per prestazioni affidabili delle strutture in calcestruzzo.
I prodotti zincati a caldo reagiranno con l'acciaio inossidabile?
Sì, lo fa. L'acciaio inossidabile e lo zinco nell'acciaio zincato sono molto diversi e reagiranno l'uno con l'altro. Quando è presente un elettrolita (come acqua o acqua salata), l'acciaio inossidabile diventa un catodo caricato negativamente e lo zinco nell'acciaio zincato diventa un anodo caricato positivamente.
L'acciaio inossidabile può essere utilizzato con parti zincate a caldo?
La risposta è sì e no. Questo perché lo zinco entra in contatto con altri metalli, esiste il potenziale di corrosione attraverso una coppia bimetallica. La creazione di una coppia bimetallica porterà ad una corrosione accelerata del metallo anodico. L'entità della corrosione accelerata dipende dalle posizioni dei metalli nella serie galvanica nonché dalla dimensione relativa dell'area superficiale dei due metalli a contatto.
In breve, in condizioni atmosferiche di umidità da moderata a lieve, è improbabile che il contatto tra una superficie zincata e un acciaio inossidabile provochi una corrosione sostanziale. Tuttavia, se le superfici sono in presenza di acqua salata o aria salmastra, sarebbe opportuno isolare elettricamente i due metalli.
È possibile installare acciaio nudo con parti zincate a caldo?
Sì, puoi, ma non è consigliato. Questo perché lo zinco è un metallo molto galvanico, il che significa che sarà anodico per la maggior parte degli altri metalli. Quindi, quando i prodotti zincati a caldo sono collegati ad altri metalli, il rivestimento di zinco non solo si sacrificherà per proteggere l'acciaio di base sottostante, ma cercherà anche di proteggere gli altri metalli collegati. Ciò porterà a un consumo più rapido del rivestimento di zinco e ne ridurrà la durata complessiva.
Quando si tratta di progettare ponti, gli altri metalli più comuni che possono entrare in contatto con l'acciaio sono probabilmente acciaio verniciato (nudo), acciaio resistente agli agenti atmosferici e acciaio inossidabile. Non sarebbe consigliabile collegare l'acciaio nudo all'acciaio zincato, poiché le tende di zinco per proteggere tutto l'acciaio al carbonio e la durata complessiva delle prestazioni del rivestimento saranno ridotte. Tuttavia, se le altre superfici in acciaio sono verniciate o isolate con un materiale non conduttivo, questi collegamenti non ridurranno in modo significativo la durata del rivestimento galvanizzato fintanto che la vernice o i materiali isolanti vengono mantenuti per tutta la durata del rivestimento.
Come ridurre i rischi di corrosione galvanica sui prodotti zincati a caldo?
Esistono due soluzioni per ridurre la creazione di celle galvaniche e interrompere i percorsi elettrici tra metalli diversi:
✔ Applicazione di tamponi come fasce per tubi, rivestimenti per morsetti e cuscinetti antiusura
✔ Isolamento di materiali diversi mediante rivestimenti, grassi, vernici, trattamenti o primer in materiale non conduttivo.
Potete assemblare parti zincate a caldo con acciaio resistente alle intemperie?
Si, puoi. Quando si collega l'acciaio zincato a caldo all'acciaio resistente agli agenti atmosferici, ad esempio utilizzando bulloni zincati a caldo su travi in acciaio resistente agli agenti atmosferici, lo zinco inizialmente si sacrificherà per proteggere il materiale resistente agli agenti atmosferici fino a quando non si sviluppa lo strato protettivo di patina di ruggine. Una volta che la patina di ruggine è a posto, impedirà ulteriori azioni sacrificali da parte dello zinco. Quindi, quando si collegano i due metalli, è importante assicurarsi che il rivestimento galvanizzato sia abbastanza spesso da durare fino a quando non si forma la patina di ruggine, di solito questo processo richiede diversi anni. La maggior parte dei bulloni zincati a caldo avrà naturalmente un rivestimento sufficiente per resistere agli anni di sviluppo della patina di ruggine con solo una minima perdita di durata del rivestimento.
Cosa sono i difetti della zincatura a caldo?
I difetti comuni sono perdite di ruggine, scoppi di saldatura, spruzzi di saldatura, macchie scure, spruzzi di saldatura, foruncoli di scorie e inclusioni, deformazione, contaminazione, punte di drenaggio, foruncoli di scorie, ceneri di galvanizzazione, area non rivestita, segni appesi e superficie ruvida.
Puoi zincare a caldo l'acciaio due volte?
Sì, puoi di sicuro. La zincatura a doppia immersione (DDG) si riferisce a un processo industriale utilizzato per proteggere grandi superfici di ferro, acciaio e altri metalli dalla corrosione. È caratterizzato dall'immersione totale o parziale del substrato metallico in un bagno di zinco a circa 460 gradi (860 gradi F) per formare carbonato di zinco (ZnCO3). La zincatura a doppia immersione prevede tre passaggi per soddisfare il completamento: preparazione, zincatura e ispezione.
La preparazione del DDG prevede l'accurata pulizia e la rimozione delle impurità dalla superficie da trattare. La rimozione del grasso, i trattamenti chimici e le regolazioni fisiche fanno parte del processo di pulizia. Prodotti chimici come acido cloridrico e cloruro di zinco ammonio vengono utilizzati per preparare le superfici in ferro.
Dopo la preparazione, viene eseguito il vero e proprio processo di zincatura. Questo è caratterizzato dall'immersione del substrato nello zinco fuso per formare uno strato protettivo di zinco-ferro. Questa fase di completamento è fondamentale per prevenire la corrosione galvanica, che è il danno che si verifica quando due metalli diversi sono a contatto in un elettrolita; il metallo più nobile è protetto e il metallo più attivo tende a corrodersi. Dopo la zincatura, la struttura viene ispezionata per lo spessore e l'aspetto del rivestimento per garantire l'uniformità della protezione su tutta la superficie del substrato.
Cos'è la polvere bianca sui prodotti zincati a caldo?
La polvere bianca è una ruggine bianca, una sostanza bianca e gessosa che si forma sulla superficie del materiale di zinco. La ruggine bianca si forma quando lo zinco è esposto all'idrogeno e all'ossigeno e crea un idrossido di zinco, al contrario dell'ossido di ferro che è una forma comune di ruggine. Più frequentemente, si verifica quando un materiale appena zincato viene posto a contatto con acqua o anidride idrogeno. La ruggine bianca è particolarmente probabile che si formi sulle parti appena zincate e danneggia l'aspetto dell'acciaio, per non parlare dello strato anticorrosivo di zinco che protegge il corpo dell'acciaio.
Come riparare la ruggine bianca su prodotti zincati a caldo?
Esistono principalmente due metodi per rimuovere la ruggine bianca e riparare i danni, a seconda della gravità del rivestimento di ossido.
✔ Strofinare con paglietta in nylon e aceto
✔ Lucidatura meccanica con ruota a spazzola metallica.
Dopo aver rimosso la ruggine bianca, puoi applicare uno spray ricco di zinco secondo le istruzioni del produttore. Entrambi i metodi si dimostrano ugualmente efficaci, ma l'uso di una mola meccanica a filo (o una spazzola metallica) è molto più veloce e produce una superficie più pulita per la riverniciatura. Un consiglio molto importante è che è necessario rimuovere accuratamente la ruggine bianca prima di applicare la vernice ricca di zinco.
Perché la passivazione galvanica viene utilizzata per i prodotti zincati?
La passivazione è un processo chimico che forma un legame di ossido di metallo che migliora l'originale superficie zincata a caldo resistente alla corrosione formando un sottile rivestimento di ossido trasparente. Sebbene l'acciaio zincato in condizioni d'uso tipiche sia altamente tollerante a diverse condizioni atmosferiche e ambientali, la tempra di passivazione può essere eseguita quando le condizioni ambientali, di stoccaggio o di spedizione lo richiedono. Poiché il rivestimento di zinco galvanizzato è più vulnerabile alla formazione di quantità eccessive di ossidi e idrossidi di zinco durante le prime sei settimane, il sottile strato di agente passivante ne ritarda la formazione. Una volta esaurito l'agente passivante, l'acciaio zincato inizia a formare la sua patina protettiva di zinco. La passivazione cromata a volte viene utilizzata su barre d'armatura zincate per controllare le reazioni tra zinco e calcestruzzo mentre il calcestruzzo indurisce, in particolare lo sviluppo di idrogeno che può influire sulle proprietà di adesione. I test della forza di adesione su armature zincate passivate con cromato mostrano prestazioni di adesione uguali o leggermente migliori rispetto alle barre di armatura nere.
Quali sono i problemi con la verniciatura a polvere su prodotti zincati a caldo?
La presenza di un film passivante sulla superficie del rivestimento zincato ostacolerà il pretrattamento del fosfato di zinco o del fosfato di ferro e, nella maggior parte dei casi, renderà inutili questi pretrattamenti. È necessario prestare attenzione affinché gli articoli zincati a caldo non vengano temprati*2 dopo la zincatura.
Le tre principali aree problematiche associate alla verniciatura a polvere di prodotti in acciaio zincato a caldo sono:
✔ Foro del perno
✔ Scarsa adesione
✔ Polimerizzazione incompleta della resina poliestere
Puoi galvanizzare la bislega?
È possibile galvanizzare con successo molti acciai difficili, in particolare gli acciai per molle o gli acciai resistenti all'usura (Bisalloy) che sono i tipi più adatti alla zincatura.
Puoi verniciare su acciaio zincato a caldo?
Sì, puoi ovviamente. Ma devi sempre ricordare alcune cose prima di dipingere:
✔ Pretrattamento, chiamato anche preparazione dell'acciaio zincato
✔ Selezione del tipo di vernice corretto per il rivestimento galvanizzato
✔ Polimerizzazione della vernice
Come verniciare parti zincate a caldo e strutture in acciaio?
Verniciare i prodotti zincati non è difficile se puoi prenderti cura di tre processi importanti che sono la preparazione alla verniciatura, la verniciatura e l'indurimento. Quella che segue è una rapida introduzione per quattro diversi processi di pretrattamento prima della verniciatura.
✔ T wash, è un processo di trattamento per materiali galvanizzati che velocizza il naturale processo di vulcanizzazione della superficie zincata per consentire l'applicazione delle successive tinteggiature.
ü Primer per mordenzatura, sono stati utilizzati con successo e sono più adatti per l'applicazione su zincature vecchie e stagionate.
✔ Sabbiatura a spazzata, è una soluzione di sabbiatura a spazzata di pretrattamento meccanico utilizzando scorie di rame fine, sabbiatura a J o polvere di carborundum con una pressione di sabbiatura non superiore a 40 psi (2,7 bar). Ciò assicurerà che venga rimossa solo la quantità minima di ossido e che la superficie di zinco rimanga in una condizione leggermente irruvidita. Prestare attenzione quando si esegue la sabbiatura a spazzata su rivestimenti zincati molto spessi per evitare danni al rivestimento. Se si vogliono ottenere risultati ottimali, è necessario identificare la distanza ottimale tra ugello e pezzo lavorato e l'angolo di sabbiatura per tutte le superfici della struttura in acciaio zincato. La graniglia angolare per la sabbiatura del ferro non deve essere utilizzata in nessun caso. La granigliatura viene spesso utilizzata in aggiunta alla fase di preparazione chimica.
✔ Weathering, questo processo diventa pienamente efficace solo dopo che una superficie zincata è stata esposta all'atmosfera per un periodo di almeno sei mesi. La superficie viene preparata utilizzando tamponi abrasivi o una spazzola rigida per rimuovere tutti i materiali aderenti incoerenti e facendo attenzione a non ripristinare la superficie zincata lucida. Si prega di ricordare sempre che Weathering non deve essere utilizzato come metodo di preparazione della superficie in ambienti marini con alti livelli di cloruro.
Selezionare la vernice corretta per i prodotti in acciaio zincato e tutti i sistemi di verniciatura devono essere specificamente formulati per l'uso su acciaio zincato e applicati secondo le raccomandazioni del produttore della vernice.
La passivazione della galvanizzazione influirà sul rivestimento duplex?
Sì, influisce sul rivestimento duplex. L'assivazione della galvanizzazione deve essere evitata se la parte deve essere rivestita in duplex (verniciatura o verniciatura a polvere sull'acciaio zincato) in quanto la tempra può influire sull'adesione del sistema di finitura.
Come realizzare verniciature a polvere di alta qualità su prodotti zincati a caldo?
Le polveri poliestere sono resine termoindurenti che vengono applicate elettrostaticamente alla superficie dei prodotti in acciaio zincato e indurite a temperature intorno ai 180 gradi C (circa 400 gradi F). Questa tecnologia produce rivestimenti molto uniformi che hanno un'attraente finitura architettonica con eccellenti caratteristiche di resistenza agli agenti atmosferici. In combinazione con rivestimenti zincati a caldo, il prodotto verniciato a polvere garantisce la massima durata per i componenti in acciaio, che in genere forniscono oltre 50 anni di durata senza ruggine nella maggior parte delle applicazioni architettoniche. Per ottenere questo risultato sonoro, si consiglia di eseguire i seguenti severi controlli:
✔ NON raffreddare i prodotti zincati.
✔Non lasciare all'aperto e non trasportare le parti zincate scoperte.
✔Rimuovere tutti i punti di drenaggio e i difetti superficiali o il grasso e lo sporco.
✔ Meglio verniciare a polvere entro 12 ore dalla zincatura a caldo.
✔Se si è verificata o si sospetta una contaminazione della superficie, pulire la superficie con solvente/detergente proprietario progettato per la pre-pulizia prima della verniciatura a polvere.
✔Utilizzare un pretrattamento al fosfato di zinco se è richiesta la massima adesione.
✔Utilizzare fosfato di ferro se sono richieste prestazioni standard. Il fosfato di ferro ha una leggera azione detergente e rimuove piccole quantità di contaminazione superficiale. Il fosfato di ferro è meglio utilizzato per i prodotti prezincati.
Preriscaldare il lavoro prima dell'applicazione della polvere e il pezzo deve essere completamente asciutto prima della verniciatura a polvere.
✔Utilizzare solo polvere di poliestere di grado "degasante".
✔Verificare la corretta polimerizzazione mediante test con solvente.
✔Regola il preriscaldamento e la velocità della linea per garantire una polimerizzazione completa.
Quali sono i difetti comuni della verniciatura a polvere sui prodotti in acciaio zincato?
I problemi più comuni associati alla verniciatura a polvere su parti zincate a caldo sono:
✔ Pinhole, è causato dalla formazione di piccole bolle di gas nel rivestimento in poliestere durante il ciclo di polimerizzazione.
✔ Scarsa adesione, la fase finale del processo di zincatura a caldo prevede la tempra in acqua dell'opera, spesso in una soluzione debole di bicromato di sodio. Questo processo raffredda il lavoro in modo che possa essere maneggiato e passiva la superficie del rivestimento zincato per prevenire l'ossidazione precoce della superficie.
✔ Indurimento incompleto, le polveri poliestere sono resine termoindurenti che reticolano nella loro forma organica finale mantenendo una temperatura (tipicamente 180 o C), per circa 10 minuti. I forni di polimerizzazione sono progettati per fornire questa combinazione di tempo a temperatura. Con gli articoli zincati a caldo, con il loro spessore della sezione più pesante, è necessario garantire un tempo di indurimento sufficiente per soddisfare le specifiche di indurimento. Il preriscaldamento della struttura per impieghi gravosi o dei profili laminati contribuirà ad accelerare il processo di indurimento nel forno di indurimento.
Che tipo di prodotti zincati a caldo può fornire Fabmann?
Fabmann fornisce una vasta gamma di prodotti zincati a caldo per diverse applicazioni industriali, e i nostri prodotti sono:
✔ Angoli zincati
✔ Struttura zincata
✔ Staffe zincate
✔ Profili zincati
✔ Profili tubolari zincati
✔ Bulloni e dadi zincati
✔ Profilo sigma zincato
✔ Canale C zincato
✔ Piastre zincate
✔ Telai zincati
✔ Sezioni di canali zincati
✔ Capriata zincata
In che modo Fabmann controlla la qualità della zincatura a caldo?
 Linee guida per l'ispezione della zincatura a caldo.pdf
Linee guida per l'ispezione della zincatura a caldo.pdf
Secondo ISO 1461 e American Galvanizers Association (AGA), l'ispezione dei prodotti in acciaio zincato a caldo deve essere ispezionata visivamente per i seguenti aspetti:
✔ I punti nudi, definiti come aree non rivestite sulla superficie dell'acciaio, sono il difetto superficiale più comune e si verificano a causa di una preparazione inadeguata della superficie, scorie di saldatura, sabbia incorporata nelle fusioni, eccesso di alluminio nella vasca di zincatura o ausili di sollevamento che impediscono al rivestimento di formando in una piccola area.
✔ Segni pendenti, sono causati dal sollevamento di pezzi in lavorazione con una catena o un filo e questi ausili per il sollevamento possono lasciare aree non rivestite sul prodotto finito che dovranno essere riparate.
✔ Possono verificarsi fori ostruiti, fori parzialmente o completamente ostruiti da zinco metallico e ostruzioni perché lo zinco liquido non si drena facilmente da fori di diametro inferiore a 3/10" (8 mm) a causa della sua elevata tensione superficiale.
✔ Filettature intasate, sono causate da uno scarso drenaggio di un tratto filettato dopo che il prodotto è stato prelevato dalla vasca di zincatura. I filetti intasati possono essere puliti utilizzando operazioni di pulizia post-zincatura come una centrifuga o riscaldandoli con una torcia a circa 500 F (260 C) e poi spazzolandoli via con una spazzola metallica per rimuovere lo zinco in eccesso. Le filettature intasate devono essere pulite e il montaggio testato con i dadi prima della consegna.
✔ Delaminazione e peeling, è causato dal vuoto tra i due strati superiori del rivestimento zincato durante il processo di formazione del rivestimento di zinco. Succede spesso a grandi parti zincate.
✔ Deformazione o distorsione, è definita come l'instabilità di una lastra d'acciaio piatta e sottile o altro materiale piatto come una rete metallica o un profilo sottile formato a freddo. La causa di ciò è l'espansione termica differenziale e le velocità di contrazione per la piastra sottile e piatta, la rete e il profilo rispetto all'acciaio più spesso del telaio circostante.
✔ Punte o gocciolamenti di drenaggio, sono zinco in eccesso e non influiranno sulla protezione dalla corrosione ma sono potenzialmente pericolosi per chiunque maneggi le parti. Possono essere rimossi durante la fase di ispezione mediante un processo di lucidatura o molatura.
✔ Inclusioni di scorie, sono una distinta lega intermetallica zinco-ferro che rimane intrappolata o trascinata nel rivestimento di zinco e sono spesso causate dalla raccolta di particelle di zinco-ferro dal fondo del bollitore.
✔ Eccesso di alluminio nel bagno di zinco, una quantità eccessiva di alluminio nel bagno di zincatura di solito crea punti nudi e segni neri sulla superficie dell'acciaio.
✔ Striature, è un modello irregolare su tutta la superficie della parte in acciaio che è causato da differenze nella chimica superficiale di un pezzo in acciaio di grande diametro e variazioni nella velocità di reazione tra l'acciaio e lo zinco.
✔ Lo sfaldamento, di solito causa elevate sollecitazioni all'interfaccia tra l'acciaio e il rivestimento galvanizzato, che fa sì che lo zinco si scagli e si separi dalla superficie dell'acciaio. Lo sfaldamento può essere evitato riducendo al minimo il tempo di immersione nella vasca di zincatura e raffreddando le parti in acciaio zincato il più rapidamente possibile.
✔ Inclusione di flusso, può essere creata dal mancato rilascio del flusso durante il processo di zincatura a caldo. I depositi di flusso all'interno di una parte cava, come profili o tubi in acciaio aperti, non possono essere riparati, quindi la parte deve essere scartata.
✔ Linee di ossido, sono linee di pellicola di ossido di colore chiaro sulla superficie in acciaio zincato e non avranno alcun effetto sulle prestazioni di corrosione; ne risentirà solo l'aspetto iniziale. Questa condizione non è causa di scarto dei prodotti zincati a caldo.
✔ Prodotto a contatto, significa che le parti in acciaio zincato entrano in contatto tra loro o sono incollate tra loro. Questo di solito si verifica quando molti piccoli prodotti sono appesi allo stesso dispositivo, il che crea la possibilità che i prodotti possano collegarsi o sovrapporsi durante il processo di zincatura.
✔ Superficie ruvida, è un rivestimento uniformemente ruvido con un aspetto ruvido su tutto il prodotto e la causa di questa condizione superficiale ruvida è l'acciaio laminato a caldo con un alto contenuto di silicio.
✔ Corse, sono zone spesse localizzate di zinco sulla superficie. Le corse si verificano quando lo zinco si congela sulla superficie del prodotto durante la rimozione dal bagno di zinco. È più probabile che ciò si verifichi su sezioni più sottili come lunghi profili in acciaio con materiale sottile e ampie superfici che si raffreddano rapidamente.
✔ Sanguinamento della ruggine, appare come una macchia marrone o rossa che fuoriesce dai giunti non sigillati dopo che il prodotto è stato zincato a caldo. È causato da prodotti chimici di pretrattamento che penetrano in un giunto non sigillato come cordoni di saldatura. Durante la zincatura del prodotto, l'umidità evapora dai prodotti chimici di trattamento intrappolati lasciando residui di cristalli anidri nel giunto. La fuoriuscita di ruggine può essere evitata saldando a tenuta il giunto ove possibile o lasciando uno spazio maggiore di 3/32" (2,4 mm) di larghezza per consentire la fuoriuscita delle soluzioni e la penetrazione dello zinco durante la zincatura a caldo.
✔ Striature, sono caratterizzate da creste parallele in rilievo nel rivestimento zincato, per lo più in direzione longitudinale. Ciò può essere causato quando le sezioni della superficie in acciaio sono più altamente reattive rispetto alle aree circostanti.
✔ Contaminante superficiale, può creare un'area non galvanizzata in cui il contaminante è stato originariamente applicato, può verificarsi un difetto superficiale. Ciò è causato da vernice, olio, cera o lacca non rimossi durante le fasi di pulizia pretrattamento.
✔ Saldature trasudanti, macchia la superficie dello zinco in corrispondenza delle giunzioni saldate sull'acciaio. Sono causati da soluzioni detergenti intrappolate che penetrano nella saldatura incompleta. Per evitare saldature trasudanti per piccole superfici sovrapposte, sigillare completamente i bordi della zona di sovrapposizione. Per evitare saldature trasudanti in ampie aree sovrapposte, il piano migliore è fornire uno spazio di 3/32" (2,4 mm) o più grande tra i due pezzi durante la saldatura e lasciare che lo zinco riempia lo spazio tra i pezzi o per sigillare saldando lo spazio .
✔ Scoppio di saldatura, è un punto nudo attorno a una saldatura o a un foro superficiale sovrapposto. Questi sono causati da liquidi di pretrattamento che penetrano nelle aree sigillate e sovrapposte che fuoriescono durante l'immersione nello zinco liquido. Ciò provoca una contaminazione superficiale localizzata e impedisce la formazione del rivestimento zincato.
✔ Spruzzi di saldatura, appaiono come grumi nel rivestimento zincato adiacente alle aree di saldatura. Si crea quando gli spruzzi di saldatura rimangono sulla superficie del pezzo prima che sia zincato a caldo.
✔ Ruggine bianca, è anche chiamata macchia di stoccaggio a umido, ed è un deposito superficiale bianco e polveroso su superfici appena zincate. È causato da superfici appena zincate esposte ad acqua dolce, come pioggia, rugiada o condensa che reagiscono con lo zinco metallico sulla superficie per formare ossido di zinco e idrossido di zinco. Si trova più spesso su articoli strettamente impilati e raggruppati, come profili zincati, angoli, staffe e piastre.
✔ Schizzi di zinco, sono definiti come schizzi e scaglie di zinco che aderiscono in modo lasco alla superficie del rivestimento zincato.
✔ Crepe, di solito sono causate da tensioni residue. Qualsiasi fessurazione osservata deve essere esaminata per determinare se si trova nel metallo di base. Se nello zinco, può essere riparato. Se nel metallo di base, l'oggetto richiede riparazioni nel metallo di base.
Fabmann può fornire un rivestimento di zinco più spesso di quanto richiesto dalla norma ISO 1461?
Sì possiamo! Siamo in grado di fornire un rivestimento di zinco più spesso per tutti i tipi di prodotti in acciaio formati a freddo, sia che si tratti di una saldatura, di una parte stampata, di una staffa o di un profilo laminato o di un tubo. Comprendiamo che è necessario un rivestimento di zinco più spesso per ambienti molto corrosivi come il sottosuolo, l'area costiera e la regione tropicale con molta pioggia.
Qual è il prodotto in acciaio più sottile che Fabmann può zincare a caldo?
Siamo in grado di zincare a caldo staffe in acciaio di spessore minimo 1 mm, o profili profilati a rullo lunghi 2 mm o profili tubolari fino a 6 metri senza o con deformazione minima.
Qual è il prezzo della zincatura a caldo?
Il nostro prezzo di zincatura a caldo è costituito dal costo della manodopera, dal costo dello zinco e dall'elettricità e varia in base alle dimensioni e al peso del pezzo. Per strutture pesanti o profilati in acciaio, il costo della zincatura a caldo va da 400 USD a 450 USD/tonnellata. Per staffe molto leggere o piccole parti stampate, il costo della zincatura a caldo è compreso tra 500 USD e 550 USD. Se il tuo prodotto è molto difficile da zincare a causa della facile deformazione durante il processo di zincatura, ti addebiteremo anche una tassa di rettifica. In breve, il nostro costo di zincatura è al livello medio del prezzo di mercato, ma la nostra qualità è di gran lunga migliore di quanto ci si possa aspettare dal mercato in Cina.
Qual è la garanzia che Fabmann può fornire per i prodotti zincati a caldo?
Fabmann è in grado di fornire una garanzia di qualità di 1 anno per tutte le parti zincate a caldo come staffe, profili in acciaio, telai in acciaio, tralicci in acciaio, strutture in acciaio, profili per tubi in acciaio, angoli, piastre e supporti per pali. La nostra produzione di zincatura è rigorosamente controllata dai principi: adeguato pretrattamento, processo di immersione e processo di tempra. Fabmann si occupa anche dell'imballaggio e dello stoccaggio e siamo in grado di progettare soluzioni di imballaggio personalizzate per i vostri tubi o profilati personalizzati.
Qual è il MOQ di Fabmann per i prodotti zincati a caldo?
Il MOQ di Fabmann dipende davvero dai tipi di prodotto, di seguito sono riportati esempi tipici:
✔ Staffe zincate a caldo, un pallet, circa 800 kg-1, 200 kg
✔ Angolari zincati a caldo, da poche centinaia di kg a poche tonnellate
✔ Profilo tubolare zincato a caldo o profilo aperto, maggiore o uguale a 12 tonnellate
✔ Profilo C zincato a caldo o profilo sigma, maggiore o uguale a 12 tonnellate
✔ Lamiere zincate a caldo, maggiore o uguale a 1, 000 kg
✔ Supporti per pali zincati a caldo, supporti per pali per recinzioni, staffe per pergole, cappucci per recinzioni Maggiore o uguale a 1,000 kg
Qual è il tempo di consegna totale di Fabmann per i prodotti zincati a caldo?
Fabmann fornisce un servizio completo dalla fabbricazione dell'acciaio al trattamento di finitura finale come la zincatura a rotazione, la zincatura a caldo e il rivestimento duplex, e normalmente ci vogliono circa 30-45 giorni. Se hai bisogno di noi per fornire il servizio DDU, possiamo anche fornire. Il tempo di trasporto via mare per l'Europa è di circa 40 giorni, ed è di circa 5-15 giorni per la maggior parte dei paesi asiatici. Pertanto, il tempo di consegna totale della produzione, incluso il trasporto marittimo, è compreso tra 50 giorni e 90 giorni, a seconda di dove ti trovi.
In che modo l'ambiente influenza l'acciaio zincato?
I rivestimenti zincati a caldo resistono all'esposizione continua a temperature di circa 200ºC e occasionali escursioni fino a 275ºC senza alcun effetto sul rivestimento. Al di sopra di questo intervallo di temperatura, lo strato di zinco esterno tende a separarsi, ma lo strato di lega, che di solito comprende gran parte del rivestimento, rimane. Spesso può essere fornita un'adeguata protezione fino al punto di fusione dello strato di lega (circa 650ºC). Gli elementi ambientali hanno un impatto diverso sulla superficie zincata nelle seguenti condizioni:
✔ Sott'acqua, il tasso di corrosione dello zinco in condizioni di immersione può essere elevato in soluzioni acide inferiori a pH 6 e soluzioni alcaline superiori a pH 12,5. Tra questi limiti il tasso di corrosione è molto più basso. Nell'acqua di alimentazione principale con pH da 6 a pH 8 è normalmente presente carbonato di calcio che precipita sul rivestimento zincato come incrostazioni aderenti di carbonato di calcio, insieme ai prodotti di corrosione dello zinco, formando uno strato impermeabile. Quando è sufficientemente denso, questo strato blocca virtualmente la corrosione del rivestimento, garantendo una durata molto lunga in molti sistemi idrici domestici. Se l'acqua ha un'alta concentrazione di anidride carbonica non combinata, la scala protettiva non si forma e la protezione completa non si sviluppa mai. Le caratteristiche dell'approvvigionamento idrico dovrebbero essere considerate nella progettazione degli impianti idrici domestici. La presenza anche di piccole quantità di rame disciolto dell'ordine di 0.1 parti per milione nell'acqua può causare corrosione per vaiolatura rapida sotto corrosione galvanica. In acque sfavorevoli, l'acciaio zincato può richiedere la protezione aggiuntiva di anodi galvanici o verniciature adeguate.
✔ Acqua pura, quando i manufatti appena zincati vengono immersi in acqua pura, come l'acqua piovana, non sono presenti sali disciolti che formano la pellicola di composti insolubili che normalmente protegge il rivestimento da ulteriori azioni. Ove possibile, questa condizione può essere corretta mediante l'aggiunta all'acqua di quantità controllate di sali durante l'immersione iniziale. La maggior parte delle acque naturali contiene sali disciolti sufficienti per prevenire l'attacco iniziale e serbatoi e attrezzature zincati offrono un servizio eccellente.
✔ Effetto della temperatura dell'acqua, in acqua fredda di composizione normale i rivestimenti galvanizzati sono più efficaci e il tasso di consumo del rivestimento è molto basso, e questo ha portato all'uso quasi universale dell'acciaio zincato per i serbatoi per lo stoccaggio e il trasporto dell'acqua. A circa 60ºC - 65ºC il tasso di corrosione dei rivestimenti galvanizzati aumenta e la resistenza alla corrosione continua dipende dalla formazione precoce di un'adeguata incrostazione non sfaldante. L'acqua dura negli impianti ad acqua calda deposita sulla superficie zincata un'incrostazione di carbonati di calcio e magnesio, annullando l'effetto della temperatura. L'acqua dolce potrebbe non depositare una scala protettiva. In tali casi i rivestimenti zincati non sono adatti per i sistemi di acqua calda.
✔ Acqua di mare, i rivestimenti zincati si comportano relativamente bene in condizioni di acqua di mare sommersa che sono gravemente corrosive per la maggior parte dei sistemi protettivi. I sali disciolti presenti nell'acqua di mare reagiscono con lo zinco formando uno strato protettivo che minimizza l'azione corrosiva. L'aggiunta al rivestimento zincato di un sistema di verniciatura adeguato è consigliata nelle aree di forte esposizione all'acqua di mare, in particolare nella zona degli spruzzi. Tali sistemi duplex forniscono il miglior rivestimento protettivo disponibile per l'acciaio in acqua di mare.
Nel terreno, il comportamento alla corrosione dell'acciaio zincato interrato varia notevolmente a seconda del tipo di terreno. La conoscenza delle condizioni locali è quindi essenziale per stimare la durata dell'acciaio zincato. Generalmente l'acciaio zincato dura molto più a lungo degli acciai non rivestiti o verniciati, ma le prestazioni sono migliori in terreni alcalini e ossidanti, dove il rivestimento zincato da 600 g/m² darà una durata aggiuntiva di circa 10 anni ai tubi in acciaio. Il terreno altamente riducente è il più aggressivo e può consumare rivestimenti di zinco a più di 13 μm all'anno. AS/NZS 2041.1 fornisce consigli di progettazione dettagliati per canali sotterranei interrati che sono generalmente utili per tutte le strutture zincate interrate.
Etichetta sexy: zincatura a caldo, Cina, produttori, fornitori, fabbrica, custom









